
【導(dǎo)讀】本文從眾多應(yīng)用案例中,提煉整理出最常見的偏位原因及對(duì)策,用以幫助設(shè)備廠家調(diào)試人員快速定位問題、采取各種適宜措施提高設(shè)備抗干擾性、為設(shè)備正確接地保證正常運(yùn)行。
偏位的現(xiàn)象、原因及解決辦法(規(guī)律性和非規(guī)律性偏位兩種)
一.規(guī)律性偏位
偏位現(xiàn)象1:做往復(fù)運(yùn)動(dòng),往前越偏越多(少)。
可能原因①:脈沖當(dāng)量不對(duì)
原因分析:無(wú)論是同步輪結(jié)構(gòu)還是齒輪齒條結(jié)構(gòu),都存在加工精度誤差。運(yùn)動(dòng)控制卡(PLC)并沒有設(shè)置準(zhǔn)確的脈沖當(dāng)量。例如上一批同步輪電機(jī)旋轉(zhuǎn)一圈設(shè)備前進(jìn)10mm,這批同步輪大一點(diǎn)電機(jī)轉(zhuǎn)一圈前進(jìn)了10.1mm,就會(huì)導(dǎo)致該批機(jī)器每次運(yùn)行比以前的設(shè)備多走1%的距離。
解決方式:出機(jī)前用機(jī)器畫一個(gè)盡可能大幅面的正方形,然后用尺去量實(shí)際尺寸,對(duì)比實(shí)際尺寸和控制卡設(shè)置尺寸之間的比例,然后將其加入控制卡運(yùn)算,反復(fù)進(jìn)行三次之后就會(huì)得到一個(gè)比較準(zhǔn)確的值。
可能原因②:脈沖指令的觸發(fā)沿與方向指令的電平變換時(shí)序沖突。
原因分析:驅(qū)動(dòng)器要求上位機(jī)發(fā)出的脈沖指令的沿與方向指令電平變換有一定時(shí)序要求。而部分PLC或運(yùn)動(dòng)控制卡編程時(shí)沒滿足這種要求(或者其自身的規(guī)則不符合驅(qū)動(dòng)器的要求),導(dǎo)致脈沖和方向時(shí)序并不能滿足要求而偏位。
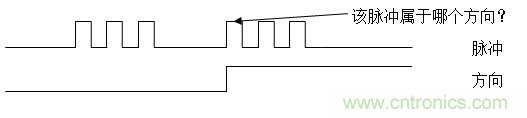
解決方式:控制卡(PLC)軟件工程師將方向信號(hào)提前。或者驅(qū)動(dòng)器應(yīng)用技術(shù)人員更改脈沖沿計(jì)數(shù)方式。
偏位現(xiàn)象2:運(yùn)動(dòng)過程中電機(jī)在固定點(diǎn)抖動(dòng),過該點(diǎn)后能正常運(yùn)行,但少走一段距離。
可能原因:機(jī)械裝配問題
原因分析:機(jī)械結(jié)構(gòu)在某個(gè)點(diǎn)阻力較大。由于機(jī)械安裝的平行度、垂直度或設(shè)計(jì)不合理的原因?qū)е略O(shè)備在某個(gè)點(diǎn)阻力較大,步進(jìn)電機(jī)的力矩變化規(guī)律是速度越快力矩越小,很容易在高速段卡死,速度降下來(lái)卻能走過去。
解決方式:
1)檢查機(jī)械結(jié)構(gòu)出現(xiàn)卡死的原因,是該處摩擦阻力大還是滑軌裝得不平行等。
2)步進(jìn)電機(jī)力矩不夠。由于終端客戶出現(xiàn)提速或者加大負(fù)載的要求,導(dǎo)致原本能滿足要求的電機(jī)在高速力矩不夠,從而發(fā)生高速段堵轉(zhuǎn)的現(xiàn)象。解決方法可以通過驅(qū)動(dòng)器設(shè)置更大輸出電流或者在驅(qū)動(dòng)器允許電壓范圍內(nèi)提高供電電壓,或更換更大轉(zhuǎn)矩的電機(jī)。
偏位現(xiàn)象3:電機(jī)往復(fù)運(yùn)動(dòng)來(lái)回均沒走到位且偏移量固定
可能原因:皮帶間隙
原因分析:皮帶與同步輪之間存在反向間隙導(dǎo)致,往回走會(huì)存在一定量的空程。
解決方式:如運(yùn)動(dòng)控制卡具有皮帶反向間隙補(bǔ)償功能,可利用之;或者繃緊皮帶。
偏位現(xiàn)象4:切繪軌跡不重合
可能原因①:慣量過大
原因分析:平板切繪機(jī)噴墨過程由光柵控制,掃描式運(yùn)動(dòng),切割時(shí)走插補(bǔ)運(yùn)動(dòng),兩者軌跡不重合是因?yàn)椋愃圃O(shè)備X軸小車慣量較小且由光柵定位,噴繪位置準(zhǔn)確,而Y軸龍門結(jié)構(gòu)慣量較大,電機(jī)響應(yīng)性差,插補(bǔ)運(yùn)動(dòng)時(shí)Y軸跟隨性不好導(dǎo)致軌跡部分偏位。
解決方式:增加Y軸減速比,使用陷波功能提高伺服驅(qū)動(dòng)器剛性以解決該問題。
可能原因②:刀和噴頭重合度沒調(diào)好
原因分析:因?yàn)榍欣L機(jī)刀和噴頭都裝在X軸小車上但是兩者有坐標(biāo)差,切繪機(jī)上位機(jī)軟件能調(diào)整這個(gè)坐標(biāo)差做到刀和噴頭軌跡重合,如果沒調(diào)好,切繪軌跡會(huì)整體分離。
解決方式:修改刀和噴頭位置補(bǔ)償參數(shù)。
偏位現(xiàn)象5:畫圓成橢圓
可能原因: XY軸平臺(tái)兩軸不垂直
原因分析:XY軸結(jié)構(gòu),圖形偏位例如畫圓成橢圓,正方形偏位成平行四邊形。龍門結(jié)構(gòu)X軸與Y軸不垂直時(shí)會(huì)導(dǎo)致該問題。
解決方式:調(diào)節(jié)龍門架X軸與Y軸垂直度可以解決該問題。
二.非規(guī)律性偏位
偏位現(xiàn)象:運(yùn)行過程中不定期出現(xiàn)偏位,偏位具有偶然性,偏位多少不確定
可能原因①:干擾原因?qū)е码姍C(jī)偏位
問題分析:非周期性偏位大部分因?yàn)楦蓴_導(dǎo)致,少部分因?yàn)檫\(yùn)動(dòng)控制卡發(fā)出的窄脈沖或者機(jī)械結(jié)構(gòu)松動(dòng)引起。
解決方式:
如果干擾出現(xiàn)的比較頻繁,則可以利用示波器監(jiān)控脈沖頻率確定干擾發(fā)生的時(shí)間進(jìn)而確定干擾源,移除或者使脈沖信號(hào)遠(yuǎn)離干擾源能解決部分干擾。如果干擾出現(xiàn)的比較偶然,或者難以確定干擾源位置或電氣柜已固定難以移動(dòng),則可以考慮采用以下措施來(lái)解決問題:
① 驅(qū)動(dòng)器接地,② 脈沖線更換雙絞屏蔽線,③ 脈沖正負(fù)端并聯(lián)103陶瓷電容濾波(脈沖頻率小于54kHz),④ 脈沖信號(hào)套磁環(huán),⑤ 驅(qū)動(dòng)器和控制器電源前端增加濾波器。

備注:常見的干擾源包括變壓器、線圈式繼電器、變頻器、電磁閥、高壓電線等。規(guī)劃電氣柜的時(shí)候應(yīng)避免信號(hào)線靠近這些干擾源,信號(hào)線與高壓供電線宜分不同線槽布線。
可能原因②:脈沖串出現(xiàn)窄脈沖
問題分析:客戶運(yùn)動(dòng)控制卡發(fā)送脈沖串占空比較小或過大,出現(xiàn)窄脈沖,驅(qū)動(dòng)器識(shí)別不了,導(dǎo)致偏位。
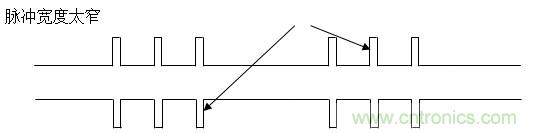
解決方式:查找控制器出現(xiàn)這種問題的原因,是脈沖接口問題,還是軟件算法問題。
可能原因③:機(jī)械結(jié)構(gòu)松動(dòng)
問題分析:連軸器、同步輪、減速機(jī)等用頂絲固定或螺絲夾緊的連接件在快速?zèng)_擊場(chǎng)合運(yùn)行一段時(shí)間可能出現(xiàn)松動(dòng),導(dǎo)致偏位。用鍵和鍵槽配合固定的同步輪則注意鍵和鍵槽之間是否存在間隙,齒輪齒條結(jié)構(gòu)則注意兩者之間的配合間隙。
解決方式:關(guān)鍵部分、受力大的結(jié)構(gòu)螺絲一定用彈墊、而且螺絲或頂絲宜涂覆螺絲膠。電機(jī)軸與聯(lián)軸器盡量用鍵槽連接。
可能原因④:濾波電容過大
問題分析:濾波電容過大,普通RC濾波器截止頻率是1/2πRC,電容越大截止頻率越小,一般驅(qū)動(dòng)器脈沖端電阻為270歐姆,103陶瓷電容構(gòu)成的RC濾波電路截止頻率為54khz,頻率高于此會(huì)因?yàn)榉邓p過大而導(dǎo)致部分有效信號(hào)無(wú)法被驅(qū)動(dòng)器正確檢測(cè)到,最終導(dǎo)致偏位。
解決方式:加濾波電容時(shí)需要核算脈沖頻率、一定要保證最大通過脈沖頻率滿足要求。
可能原因⑤:PLC或者運(yùn)動(dòng)控制卡最大脈沖頻率不夠高
原因分析:一般PLC允許輸出最大脈沖頻率為100kHz,運(yùn)動(dòng)控制卡根據(jù)其發(fā)脈沖芯片不一樣差異較大,特別是普通單片機(jī)開發(fā)的運(yùn)動(dòng)控制卡可能會(huì)因?yàn)槊}沖頻率不夠高導(dǎo)致偏位。
解決方式:假如上位機(jī)最大脈沖頻率有限,為了保證速度,可以適當(dāng)降低驅(qū)動(dòng)器細(xì)分,以保證電機(jī)轉(zhuǎn)速。

