
【導讀】在設備搬入工廠之前,提前做好SMT工廠的設計布局 ,可以起到事半功倍的效果。不至于在工廠開始投產后才發現有些區域事前沒有規劃好,需要重新進行規劃,那樣既浪費人力、財力又浪費寶貴的生產時間。
因此,事前做好SMT工廠的規劃是很重要的,特別是對于新建的SMT貼片工廠來講,由于本身沒有SMT工廠設計布局的經驗,關于SMT車間設計布局需要注意的方面不是很清楚,可能有一些注意點漏失。在開始投產后,才發現問題點的存在,造成了一些不必要的損失。那么在做SMT工廠的設計布局時,究竟要注意哪些事項,提前要做好哪些準備呢?下面就結合我們開展工作的實際案例,來和大家探討一下這方面的問題。
SMT無塵貼片車間生產環境要求:


1、廠房承重能力、振動、噪音要求
廠房地面的承載能力應大于8KN/m2;振動應控制在70dB以內,最大值不超過80dB;噪音應控制在70dBA以內。
2、電源
一般要求單相AC220(220±10%,0/60Hz),三相AC 380(380±10%,50/60Hz),電源的功率要大于功耗的一倍以上。
3、氣源
根據設備的要求配置氣源的壓力,可以利用工廠的氣源,也可以單獨配置無油壓縮空氣機,一般壓力大于7kg/cm2 。要求清潔、干燥的凈化空氣,因此需要對壓縮空氣進行去油、去塵、去水處理。用不銹鋼或耐壓塑料管做空氣管道。
4、排風
回流焊和波峰焊設備需配置排風機。對于全熱風爐,排風管道的最低流量值為500立方英尺/分鐘(14.15m3/min)
5、照明
廠房內理想的照明度為800~1200LUX,至少不低于300LUX,低照明度時,在檢驗、返修、測量等工作區域安裝局部照明。

6、工作環境
- 廠房內保持清潔衛生、無塵土、無腐蝕性氣體。生產車間應有清潔度控制,清潔度控制在:50萬級。
- 生產車間的環境溫度以23±3℃為最佳,一般為17~28 ℃,相對濕度為45% ~70%RH。
- 根據車間大小設置合適的溫濕度計,進行定時監控,并配有調節溫濕度的設施。

SMT車間生產管理制程管理規定規定:
一. 目的:為滿足生產需求規范管理使smt生產各環節得到有效控制,確保生產的產品質量符合規定的要求。
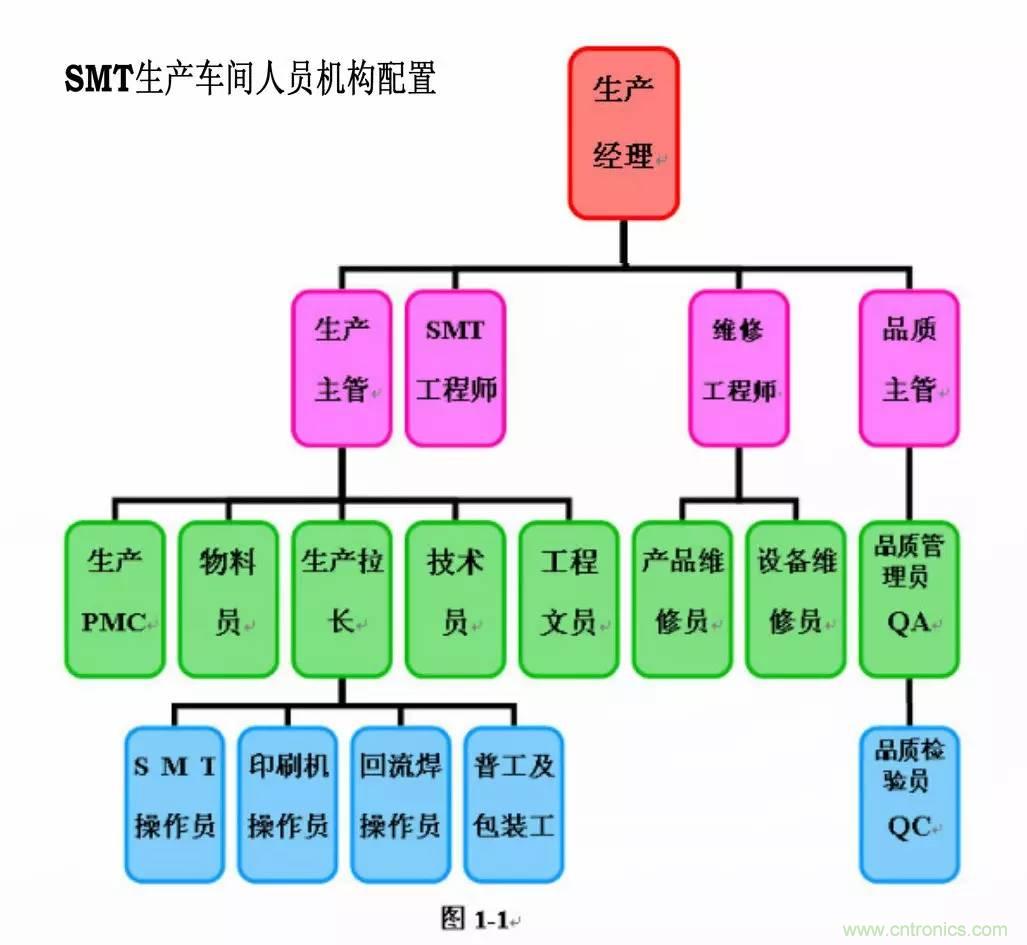
SMT生產車間人員組織機構圖
二. 范圍:適用于SMT生產車間
三. 定義:無
四. 職責:
4.1生產線線長的職責
4.1.1配合車間主管傳達生產計劃,督促作業員按時完成生產任務。
4.1.2負責生產線日常事務的處理和信息反饋。
4.1.3負責生產線作業員的培訓、考核。
4.1.4負責生產線各類表單的整理和統計。
4.1.5負責產線人員的調動,工作的安排。
4.2 技術員職責
4.2.1負責生產設備的日常維護保養工作。
4.2.2配合車間工程師確保生產設備的正常運轉,及時排除故障,做好生產方面的技術支持。
4.2.3負責生產設備的補修品的提出申請,列出長、短期消耗品的清單。
4.2.4負責生產設備狀態的確認和生產機型程序的制作。
4.2.5負責生產設備轉機程序的調整,設備調試。
4.2.6對操作員進行定期培訓和指導考核,配合現場管理更好的引導員工作業。
4.3操作員的職責
4.3.1服從線長的管理,及時溝通按時按量完成生產計劃。
4.3.2嚴格按作業指導書和工藝要求作業確保產品的質量合格。
4.3.嚴格遵守規章制度,工作盡心盡責。
4.3.5工作態度端正,發現問題及時與上報給相關人員。
4.4修理員的職責
4.4.1在線長的領導下及時將不合格產品修理好,確保半成品按時交付。
4.4.2對使用的治工具妥善保管,做到不損壞、不丟失。
4.4.3嚴格按作業指導書和工藝焊接要求進行作業(有、無鉛的區分)。
4.4.5嚴格遵守規章制度,工作認真、負責,發現問題及時向線長反饋。
4.5物料員的職責
4.5.1負責生產物料的領入,記帳、發出及盤點。
4.5.2負責生產中不合格物料與材料處退換,并做好相關記錄。
4.5.3負責成品對數,轉交給下一工序,并做好相應的記錄。
4.5.4負責跟進物料進度,如有異常必須第一時間上報給直接上司。
4.6品質部:負責品質檢驗和判定。
4.7物料處:負責生產物料的供應和不合格物料的退換。
五. SMT生產線設備流程圖
在電子工業領域,大規模的產品生產能力對任何想要獲得成功的生產商來說是必須的。為了跟上市場的需求,傳統的手工勞作方式已被淘汰,以至于沒有公司能夠不得不借助于自動化解決方案的幫助而生存下來。
SMT全套自動化設備規劃案例:
全自動化配線方案 : SMT全自動上板機→全自動錫膏印刷機→接駁臺→3D-SPI錫膏厚度檢測儀→高速貼片機→通用貼片機→接駁臺→在線AOI自動光學檢測儀→回流焊→SMT全自動緩存PCBA板機→在線AOI→NG/OK全自動收板機

六.內容及要求
6.1 生產準備
6.1.1 SMT線收到生產計劃安排,在線長的指導下積極組織人員進行生產準備。
6.1.2物料員持《領料單》領料,備料。
6.1.2技術員根據PCB板核對鋼網及BOM單進行編寫程序,制定《SMT站位表》。
6.1.3在核對貼片機上的物料時,必須做到站、料、表、盤四合一。
6.1.4生產線作業員依據《SMT站位表》進行上料,在品質人員和生產雙方確認無誤、簽名、開始制作首片板。
6.2 印刷錫膏
6.2.1首先從冰箱中將錫膏取出放置常溫(4小時以上),用攪拌機攪拌3-5分鐘,完成后再用攪拌刀將其手動攪拌均勻。
6.2.2根據機種和基板選擇鋼網及相配套的刮刀、錫膏。
6.2.3調整印刷機校正網板位置。
6.2.4將攪拌好的錫膏取適量放在網板一邊(注意不可放置在網眼處)。
6.2.5調整印刷機選擇參數進行首片印刷。
6.3 表面貼裝
6.3.1根據基板尺寸和機種調試導軌寬度(基板寬度加0.5MM)。
6.3.2按正確方向將印刷好基板傳輸入到貼片機內進行貼裝。
6.3.3將貼裝完的基板根據作業指導書(BOM表)進行位置、方向等內容確認。
6.3.4在批量生產中物料交換和上料時應記入《SSMT物料更換記錄表》內,并有品質人員確認簽名。
6.4 爐前檢查
6.4.1如有手放物料將物料貼于(手貼)相應的焊盤上,
6.4.2根據機種相應的樣板進行對比檢查首塊PCBA,確認方向、多件、少件等。
6.4.3自己確認OK后叫品質(IPQC)核對首件。
6.4.4待首件板測試OK,回流焊亮著綠燈方可過爐。
6.4.5將批量生產中檢查數據記入生產《SMT檢查日報表》。
6.5 回流焊接
6.5.1根據機種選擇合適的爐溫曲線,待綠燈亮表示爐溫穩定進行焊接。
6.6 焊接檢查
6.6.1對首件試驗板進行全檢,待品質部(IPQC)判定合格后可投入批量生產。
6.6.2將批量生產中檢查相關數據記入生產《SMT檢查日報表》。
6.7 生產的平衡
6.7.1根據設備的貼裝率及貼裝周期綜合平衡生產力。 6.7.2根據生產進度和物料的領入狀況及時調整生產計劃。
6.7.3根據生產計劃合理組織生產,使整個生產線各個環節和工序在時間和空間上銜接平衡。
6.8 生產數量
6.8.1每班的生產數量的記錄、統計、生產完成情況,生產效率狀態參照《生產日報表》。
6.8.2在制品管理,根據產完成品的在庫情況進行作業計算和生產的調整。
6.8.3生產過程中的合格品與不合格品及其數量要區分管理。
6.9 生產控制
6.9.1保證工作按計劃完成,要評估、測定現在的工作狀況,要求員工按預期制定的目標、保質保量完成工作。
6.9.2將工作實績與目標對比,評估實績尋找原因確定對策并加以實施改善。
6.10 生產協調
6.10.1生產過程中為了尋找目標方法、手段及工作方法上的一致采用共同開會、討論協商。
6.10.2生產協調本部門間的相互協調,包括工作任務,權限關系,還有部門與部門之間相互協調,通過協調作用而達到有效執行。
6.11 生產效率
6.11.1不斷地改進生產工藝對設備的進行定期維護、保養實行分段作業(盡可能不要影響生產進度)。
6.12 不合格品控制
6.12.1對于生產中由爐后檢驗人員判定為不合格品以不合格標簽標示,并放在指定區域。
6.12.2對于生產中不合格品視情形可由修理員統一修理。
6.12.3生產中不合格物料由物料員填寫《退料單》由品質部門判定后退回材料處,同時填寫《領料單》補回批量缺數。
6.13 生產工藝要求
6.13.1根據生產工藝材料選擇錫膏具體使用要求參照《SMT錫膏、紅膠使用管理規定》。
6.13.2印刷質量的判定依據絲印機作業指導書執行。
6.13.3貼裝工藝要求依據貼片機作業指導書執行。
6.13.4焊接工藝要求依據回流焊接作業指導書執行。
6.13.5作業過程中做好防靜電防護詳見《SMT靜電防護管理規定》。
6.14 生產設備附件的管理
6.14.1生產耗材、工具等購入由班長根據月度生產計劃列出相關月度消耗量,然后作出申請表申請購入。
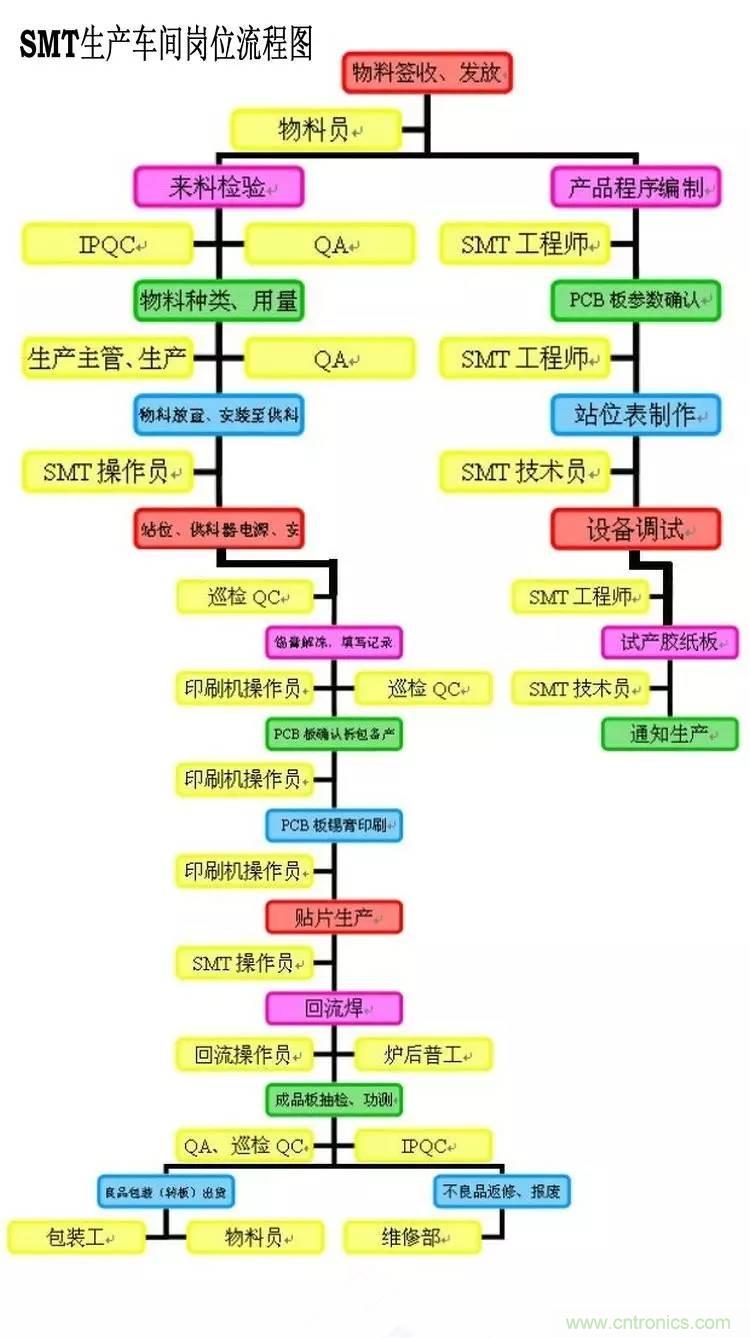
SMT生產車間崗位流程圖
AOI自動光學檢測儀總結 :
AOI自動光學檢測儀市場在國內有巨大的潛力,目前市場上只有20%-30%的SMT生產線裝配了AOI自動光學檢測儀,而國際領先電子制造企業的SMT生產線基本都配置了AOI自動光學檢測儀 。
同時,隨著電子產品小型化及低能耗化的市場需求越來越旺盛,電子元器件向小型化發展步伐也越來越快。
目前市場最常見的較小片式元件尺寸(英制)是0603(1.6mm 長x0.8mm 寬)及0402(1.0mm 長x0.5mm 寬)元件尺寸,這樣的元件在裝配過程中借助于放大鏡尚可以目視,但是越來越多的客戶已經采用了0201(0.6mm 長x0.3mm 寬)及01005(0.4mm 長x0.2mm 寬)的元件,這樣的元件在裝配過程中不可能采用人工目視的方式,必須采用AOI自動光學檢測儀。
此外,人容易疲勞和受情緒影響,相對于人工目檢與人工參與而言,AOI自動光學檢測儀具有更高的穩定性、可重復性和更高的精準度。

電子廠SMT車間品管制程_SmT業內專家點評 :
大型SMT貼片加工電子廠比較青睞在線式AOI,而中小型DIP插件與SMT貼片加工企業對離線式AOI更感興趣。
SMT貼片加工廠的日子越來越難過了,人力成本又高,品質控制又難搞,人事管理又復雜,一致推薦aoi設備檢測pcba外觀品質,隨著對產品質量的要求及人工成本的不斷提升,越來越多的制造商期望全自動化的制程,以此來提高效率、降低人工成本。
隨著表面組裝技術更廣泛、更深入的應用于各個領域,SMT焊接質量問題引起人們高度重視。SMT焊接質量與整個組裝工藝流程各個環節密切相關,為了減少或避免SMT生產中焊接缺陷的出現,不僅要提高工藝人員判斷和解決這些問題的能力,還要注重提高工藝質量控制技術、完善工藝管理,制定出有效的控制方法。只有這樣才能提高SMT焊接質量,保證電子產品的最終質量。
SMT業內資訊擴展閱讀 :
SmT業內首發新品,創新展示
ASM - SIPLACE SX打造世界上最靈活的貼裝線:
一次換線,數天運行——越來越多的電子產品制造商開始喜歡這種簡單便捷的操作方式。現在電子產品生產的挑戰涉及到快速的產品轉換,截然不同的元器件尺寸,以及異形PCB。我們的硬件、軟件和SIPLACE SX就是為此設計,可以徹底滿足小批量多品種的生產環境。
新上線的視頻“SIPLACE SX——靈活性和極致性”顯示了ASM如何借助可交換的懸臂適應千變萬化的需求,貼裝頭如何支持廣泛的元器件范圍。特殊的軟件簡化了跨線體生產計劃工藝,SIPLACE X供料器和智能設置理念使換線更快、更輕松。
得益于市場對SIPLACE和DEK解決方案的強勁需求,ASM公司在 2015年首次成為全球最大的SMT設備制造商。

中國SMT概況:
1985-至今,中國已發展成為全球最大電子制造國,且正向電子制造強國邁進。
中國SMT市場規模:
自1985年開始引進SMT生產線批量生產彩電調諧器以來,中國SMT技術已近30年。據不完全統計目前我國SMT產線約5萬條,貼片機總保有量超10萬臺,占全球40%,為全球最大、最重要的SMT市場。
本文轉載自電子智造技術之家公眾號。
推薦閱讀:

